ISO质量体系认证和CE认证,机器精度达0.02MM

台富机械,联系电话:13686665453
- 1
- 2
- 3



立式注塑成型机的优缺点和结构特点
来源:http://www.dg-taifu.com/ 发布时间:2021-10-19
注塑成型方法是塑料制品成型方式当中,目前为主要的成型方式,而立式注塑成型机是注塑成型工艺中常采用的方式。
立式注塑成型主要采用立式注塑机,立式注塑成型机的特点是注射螺杆的轴线与合模机构的模板运动轴线是垂直排列的。
立式注塑成型具有以下优点:占地面积比较小,容易安放嵌件,模具拆装方便。
但是它也有其缺点:产品顶出后不易自动脱模,必须用人工或机械手将产品取出,不易实现生产自动化。由于机身较高、立式注塑成型机适用于小型模具的注塑生产,大、中型注塑模具不宜采用立式结构。
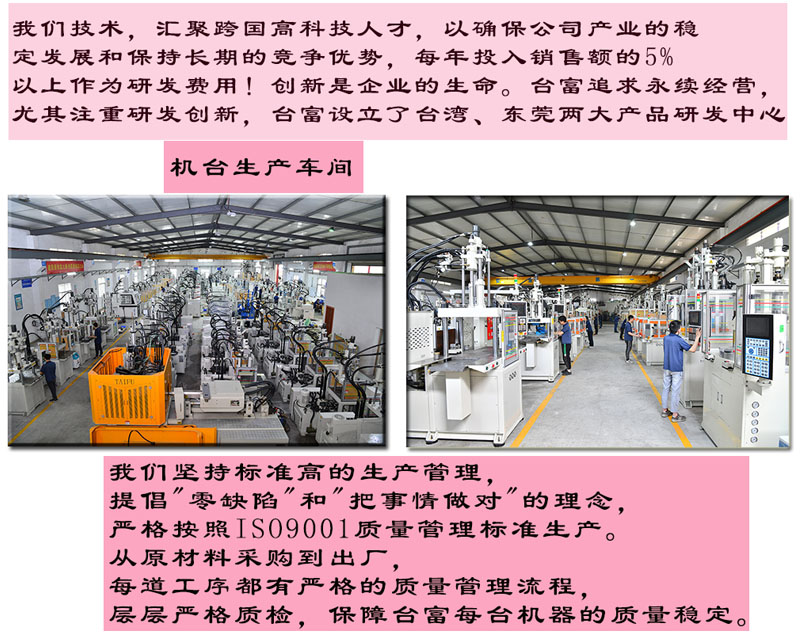
立式注塑成型机的结构特点
由于精密注射机注射压力高。这就要求合模系统的刚度高。动、定模板的平行度控制在0.08~0.10mm的范围内。
要求对低压模具的保护及合模力大小精度的控制。因为合模力的大小要影响模具变形的程度,最终要影响到制件的尺寸公差。
启、闭模速度要快,一般在60mm/s左右。
塑化部件:螺杆、螺杆头、止逆环、料筒等,要设计成塑化能力强,均化程度好、注射效率高的结构形式;螺杆驱动扭矩要大,并能无级变速。




上一条:购买小型立式注塑机要注意哪三个方面 | 下一条:LCP注塑 连接器注塑机介绍